Metode Persiapan Dan Aplikasi Busa Logam Berpori
Mar 10, 2022
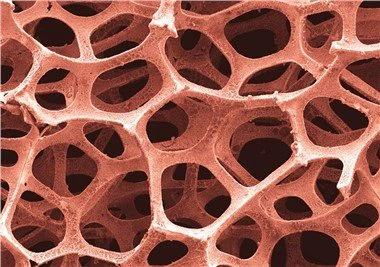
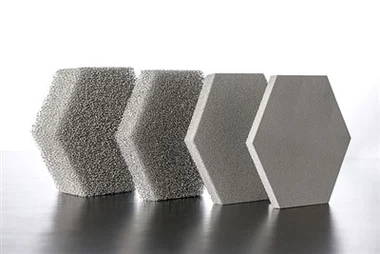
Busa logam berpori adalah bahan fungsional yang dikembangkan dalam beberapa dekade terakhir. Konsep dan klasifikasinya tidak seragam di dunia akademis, tetapi pada dasarnya ada definisi berikut: Busa logam berpori adalah matriks logam yang mengandung jumlah dan ukuran tertentu. Bahan logam dengan ukuran pori dan porositas tertentu. Busa logam berpori pertama kali diproduksi oleh SoSnik di Amerika Serikat pada tahun 1948 dengan menguapkan merkuri dalam aluminium cair, yang membuat pemahaman masyarakat tentang logam telah mengalami perubahan besar. Ini mengembang, sehingga mematahkan konsep tradisional bahwa logam hanya memiliki struktur padat. Bahan logam busa berpori sebenarnya adalah bahan komposit logam dan gas. Justru karena struktur khusus inilah ia memiliki karakteristik logam dan karakteristik gelembung, seperti kerapatan kecil, luas permukaan besar, penyerapan energi yang baik, dan konduktivitas termal yang rendah. (badan lubang-tertutup), pertukaran panas tinggi dan kapasitas pembuangan panas (melalui-badan lubang), penyerapan suara yang baik (melalui-badan lubang), permeabilitas yang sangat baik (melalui{{4 }}badan lubang), penyerapan gelombang elektromagnetik yang baik (melalui-badan lubang), tahan api, tahan Tahan api termal, tahan goncangan termal, kepekaan gas (beberapa logam berpori sangat sensitif terhadap gas tertentu), dapat diregenerasi, kemampuan kerja yang baik , dll. Oleh karena itu, sebagai bahan fungsional jenis baru, ia memiliki berbagai kegunaan dalam elektronik, komunikasi, industri kimia, metalurgi, permesinan, konstruksi, transportasi, dan bahkan teknologi kedirgantaraan.
1. Metode persiapan busa logam berpori
1.1 Proses berdasarkan lelehan logam
1.1.1 Proses berbusa hembusan udara
SiC pertama kali ditambahkan ke logam cair. Al2O3, dll untuk meningkatkan viskositas logam cair" dan kemudian menggunakan nosel berputar khusus untuk meniupkan gas (seperti udara. Argon. Nitrogen) ke dalam lelehan [4!5]) Saat ini, Hydro Aluminium di Norwegia dan Cymat Aluminium di Kanada Metode ini digunakan untuk memproduksi aluminium berbusa "seperti paduan aluminium cor AlSi10Mg (A359) atau paduan aluminium cacat 1060" 3003 "6016" 6061, dll.) aluminium yang dihasilkan pada prinsipnya bisa sewenang-wenang" dan lebarnya sama dengan wadah cairan aluminium) Porositas busa aluminium yang disiapkan dengan metode ini adalah 80 persen ~98 persen ", densitasnya 0,069~0,54 g/cm3" , ukuran pori rata-rata adalah 3~25 mm", dan ketebalan dinding adalah 50~85!m) Keuntungan dari proses pembusaan langsung adalah dapat memproduksi balok besar secara terus menerus. Busa logam berdensitas rendah) Dibandingkan dengan metode lain " Metode ini memiliki biaya terendah) Cymat dapat menghasilkan aluminium 1.000 kg/jam" Panjang 1,5 m" Tebal 2,5~15 cm) Busa aluminium yang diproduksi oleh Hydr o Lebar lembaran 70 cm" Tebal 8~12 cm" Panjang 2 m" Produktivitas 500~600 kg/jam) Kerugian dari proses ini adalah perlu dipotong pada penggunaan akhir "mengakibatkan pori-pori terbuka" dan diproses karena penggunaan partikel penguat " kesulitan).
1.1.2 Tambahkan metode bahan pembusa
Cara lain untuk membuat lelehan secara langsung berbusa adalah dengan menambahkan bahan peniup ke dalam lelehan) Bahan peniup terurai di bawah aksi panas dan melepaskan gas" menjadi busa pada lelehan logam [6!7]) Metode pada tahun 1986 Dikembangkan oleh Kawat Shinco Jepang perusahaan "keluaran harian hingga 1 00{{20}} kg busa aluminium) Dalam metode ini "tambahkan Ca terlebih dahulu" lalu aduk untuk meningkatkan viskositas" Hal ini karena CaO terbentuk dalam lelehan. CaAl2O4 atau Al4Ca) dan kemudian Tambahkan TiH2" dapat melepaskan hidrogen dalam lelehan panas) Lelehan segera mulai mengembang perlahan "setelah pendinginan, membentuk busa aluminium padat) Busa aluminium yang dihasilkan dengan metode ini" adalah salah satu busa aluminium yang paling banyak tersedia. Porositas paling seragam) Dalam beberapa literatur "ZrH2 juga digunakan untuk menghasilkan busa aluminium" Suhu berbusa dikendalikan pada 670~7056" dan jumlah penambahan 0,5 persen ~ 0,6 persen ) Ukuran busa aluminium blok yang diproduksi oleh Shinco Wire Company [8] 2050mm!! 650 mm!! 450 mm" Berat sekitar 160 kg" Termasuk kepadatan keseluruhan cangkang adalah 0,27 g/cm3) Setelah memotong tepinya " Kepadatan umumnya 0,18~0,24 g/cm3" Rata-rata ukuran pori adalah 2~10 mm) terdapat gradien densitas dalam arah horizontal dan vertikal "dan densitas terendah di tengah atas) Dilaporkan bahwa busa aluminium ini lebih mahal) Oleh karena itu, beberapa metode lain juga telah diusulkan" untuk mencapai produksi berkelanjutan dan produksi bentuk kompleks. Bagian logam berbusa) Menggunakan proses serupa "bubuk tungsten dan zat peniup dapat ditambahkan ke besi cair" untuk menghasilkan besi berbusa) Selain menggunakan Ca untuk menyesuaikan sifat leleh, "Oksigen juga dapat ditiup ke dalam lelehan. Udara atau gas lain untuk meningkatkan viskositas" juga dapat menambahkan bubuk Al2O3. MnO2 dan SiC, dll.) Untuk mengatasi masalah yang disebabkan oleh penambahan uap logam ke lelehan, laju dekomposisi terlalu cepat (" Mungkin saja untuk menyiapkan busa yang mengandung undecomposed terlebih dahulu Senyawa eutektik titik leleh rendah dari agen "seperti Al-Mg preform" dan kemudian preform ditambahkan ke paduan titik leleh tinggi untuk proses berbusa) Selain itu, "pembusaan agen juga bisa sedikit lebih tinggi dari suhu solidus.Di bawah suhu dekomposisi Lelehan logam ditambahkan ketika "diaduk dan dipadatkan) dan komposit kemudian dipanaskan di atas suhu dekomposisi zat peniup) sehingga proses pembusaan yang sebenarnya dilakukan keluar pada tahap kedua)
1.2.3 Metode solidifikasi eutektik padat-gas
Ahli metalurgi Ukraina Shapovalov dkk. mengembangkan metode baru untuk pembuatan logam berpori dengan transformasi eutektik padat{{0}gas [9]) Logam cair tertentu dapat membentuk sistem eutektik dengan hidrogen) Mencairkan logam dalam hidrogen bertekanan tinggi- lingkungan" dapat diperoleh Lelehan logam yang mengandung hidrogen. Ketika suhu diturunkan "lelehan pada akhirnya akan mengalami reaksi eutektik" membentuk sistem-gas dua-padat. Jika komposisi sistemnya adalah cukup dekat dengan komposisi eutektik, pemisahan gas -padat akan terjadi pada reaksi suhu yang sama.Ketika kecepatan pemadatan antara 0,05 dan 5 mm/s, "kandungan hidrogen dari bagian depan pemadatan meningkat" untuk membentuk gelembung. Parameter proses "harus dikontrol dengan ketat" untuk mencegah gelembung keluar dari fase cair. Bentuk pori yang dihasilkan terutama bergantung pada kandungan hidrogen, tekanan yang dikenakan pada lelehan, arah dan laju pembuangan panas, dan bahan kimia komposisi dari meleleh. Biasanya, pori-pori besar memanjang sepanjang arah pemadatan terbentuk, "ukuran pori 10!m~10 mm" panjang pori 100 mm~300 mm" rasio aspek 1~300" porositas 5 persen ~75 persen . Metode ini disebut GASAR" yang merupakan akronim Rusia untuk Augmentasi Gas. Metode ini telah digunakan untuk memproduksi nikel berpori, tembaga, aluminium, dll. Selain itu, proses ini juga dapat digunakan untuk memproduksi baja berpori, kobalt, Chromium , molibdenum dan bahkan keramik. Namun, keseragaman struktur berpori yang dibuat dengan metode ini terkadang tidak memuaskan dan perlu lebih ditingkatkan.
1.1.4 Metode pengecoran rembesan
Logam berpori juga dapat diperoleh dengan menyuntikkan logam cair ke dalam rongga yang dibentuk oleh partikel anorganik atau organik atau bola berongga. Setelah pengecoran, "partikel dapat tetap berada dalam logam" membentuk struktur yang disebut-struktur komposit, juga dalam pelarut yang sesuai, asam, atau Penghapusan partikel dengan perlakuan panas Vermikulit, bola tanah liat tahan api, garam larut, tanah liat lepas yang mengembang, partikel pasir, bola kaca berbusa, dan bola berongga alumina semuanya dapat digunakan sebagai pengisi anorganik yang dapat membentuk rongga. Jika laju pemadatan lelehan cukup cepat, bola plastik juga dapat bertindak sebagai bahan pendukung untuk pembentukan rongga. Logam berpori dengan struktur sel terbuka dapat diproduksi menggunakan metode ini. Keuntungan dari metode pengecoran perkolasi adalah distribusi ukuran pori dapat dikontrol secara tepat dengan menyesuaikan ukuran partikel pengisi. "Tapi porositasnya kurang dari 80 persen. Ukuran pori dan distribusinya yang diperoleh dalam teknik pembusaan tidak dapat dikontrol" dan
Porositasnya bisa mencapai 98 persen. Bagian yang terbuat dari bahan berpori dengan struktur sel-terbuka ini dapat dipasang pada saluran keluar udara perangkat pneumatik untuk mengurangi getaran.
1.1.5 Metode pengecoran investasi
Prinsip metode ini adalah dengan menginfiltrasi cairan bahan refraktori ke dalam spons busa, kemudian-kering, mengeras, dan panggang untuk menguraikan spons busa untuk membentuk bentuk prefabrikasi dengan jaringan tiga-dimensi kerangka, tuangkan logam cair ke dalam bentuk prefabrikasi, dan lepaskan bahan tahan api setelah pemadatan. Busa logam dengan struktur jaringan tiga-dimensi dapat diperoleh. Saat ini, baik Jepang maupun lembaga kami telah berhasil menyiapkan sampel aluminium busa dengan metode ini. Sampel yang disiapkan dengan metode ini memiliki pewarisan ke bahan induk, pori-porinya terhubung secara-dimensi, strukturnya seragam, dan tidak dibatasi oleh bahan, bentuk dan ukuran, dan dapat menyediakan melalui- lubang busa logam untuk berbagai keperluan. Kerugiannya adalah kerangka logam Kekuatannya rendah dan prosesnya lebih rumit. Selain proses preparasi-di atas, ada beberapa metode lain, seperti: metode penambahan bola berongga, metode sintering serbuk lepas, metode metalurgi serat dan sebagainya. Dengan -penelitian mendalam yang terus-menerus pada bahan logam berpori, banyak negara telah mengusulkan berbagai metode preparasi. Dilaporkan dalam paten AS bahwa perusahaan ERG AS telah mengembangkan proses persiapan yang disebut "Duocel". Sebuah metode langsung mempersiapkan aluminium berbusa dari aluminium super panas meleleh di lingkungan vakum. Aluminium berbusa yang dihasilkan dengan metode ini memiliki kepadatan rendah tetapi kekuatan tinggi. Perusahaan aluminium Kanada telah mengembangkan proses persiapan yang unik: udara dilewatkan ke dalam logam cair yang mengeras, dan gas dikondensasi menjadi busa setelah gas dibuang. Metode ini dapat menghasilkan bahan busa logam yang besar, dan kepadatan bahan yang dihasilkan kecil. Sanders Jr. merancang proses produksi busa aluminium yang disebut melalui-gelembung aluminium bulat berongga nosel poros, yang sangat cocok untuk persiapan busa paduan Al-Si eutektik.
1.2 Bubuk-proses persiapan berbasis
1.2.1 Metalurgi serbuk
Metalurgi serbuk juga merupakan metode umum untuk pembuatan logam berbusa, yang memiliki berbagai aplikasi. Banyak logam (seperti aluminium, timah, besi, emas, seng, timbal, dll.) dan paduannya dapat berbusa dengan metode ini. Proses ini pertama-tama mencampur bubuk logam dengan bahan pembusa dalam jumlah yang sesuai secara merata, dan kemudian memproses bubuk campuran menjadi produk pra-padat dengan ekstrusi, pengepresan panas atau penggulungan, dan kemudian memanaskan pra- produk ke sekitar titik leleh bubuk campuran untuk membuat agen berbusa. Penguraian menghasilkan gas, dan busa logam-sel tertutup dapat diperoleh setelah pendinginan.
Dibandingkan dengan metode pembusaan lelehan, metode metalurgi serbuk lebih mudah dioperasikan dan dikendalikan; dengan memilih waktu pembusaan dan suhu pembusaan secara wajar, logam busa dengan nilai densitas yang berbeda dapat diperoleh. Namun, biaya produksi metalurgi serbuk lebih tinggi daripada pembusaan lelehan, dan sulit untuk menyiapkan komponen bervolume-besar.
1.2.2 Metode berbusa injeksi gas
Metode pembusaan injeksi gas, yang mirip dengan metode pembusaan bahan peniup lelehan, saat ini merupakan metode termurah untuk memproduksi busa logam berpori. Metodenya adalah dengan meniup gas langsung ke dalam lelehan logam cair menjadi buih lelehan logam, dan gas yang digunakan untuk berbusa dapat berupa oksigen, argon, udara, uap air, karbon dioksida dan sejenisnya. Seperti metode pembusaan bahan pembusa leleh, ada masalah seperti kesulitan dalam mengontrol ukuran pori-pori dan distribusinya dalam matriks logam. Teknologi kuncinya adalah membuat logam cair memiliki viskositas yang sesuai. Umumnya, langkah-langkah seperti menambahkan tackifier bubuk kalsium dan silikon karbida digunakan untuk meningkatkan viskositas lelehan logam. Komposisi logam harus memastikan kisaran suhu pembusaan yang cukup lebar, sehingga sel busa yang terbentuk memiliki keseragaman dan stabilitas yang cukup untuk memastikan bahwa busa tidak pecah selama proses pengumpulan dan pencetakan berikutnya. Keuntungan terbesar dari metode ini adalah biaya rendah dan produksi massal industri yang mudah
1.2.3 Metode sintering
Artinya, pada suhu yang lebih tinggi, bahan menghasilkan fase cair awal. Di bawah aksi tegangan permukaan dan fenomena kapiler, partikel material bersentuhan dan berinteraksi satu sama lain. Setelah pendinginan, bahan mengkonsolidasikan dan menjadi logam busa. Binder, tetapi pengikat harus dilepas selama sintering. Untuk meningkatkan porositas busa logam, pengisi dapat digunakan. Pengisi juga perlu menyublim, larut atau terurai. Amonium klorida dan metil selulosa dapat digunakan sebagai bahan pengisi. Saat menyiapkan busa logam berpori-tinggi, metode sintering dengan penyangga organik dapat digunakan. Pertama, spons alami atau spons buatan dipotong menjadi bentuk yang diinginkan, sehingga dapat sepenuhnya menyerap bubur yang mengandung bubuk logam, dan kemudian dipanaskan untuk menguraikan spons setelah dikeringkan. , Lanjutkan panas untuk menguraikan senyawa organologam dan sinter material. Setelah pendinginan, logam berbusa dengan porositas tinggi dapat diperoleh. Metode ini juga menggunakan serat logam sebagai pengganti partikel bubuk untuk memproduksi logam berpori. Permeabilitas logam berpori yang dibuat dengan metode ini puluhan kali lebih tinggi daripada yang diperoleh dengan metode bubuk. Selain itu, ia juga memiliki kekuatan mekanik yang tinggi, ketahanan korosi dan stabilitas termal.
1.3 Proses persiapan berdasarkan teknologi pengendapan
1.3.1 Metode elektrodeposisi
Metode penggunaan bahan organik berbusa dengan spesifikasi dan bentuk yang diperlukan sebagai matriks, menguapkan logam cair menjadi uap logam dan menyimpannya pada bahan organik berbusa di bawah vakum, menghilangkan matriks bahan organik setelah pendinginan, dan sintering untuk mendapatkan bahan logam berbusa . Keuntungan metode ini adalah preparasinya halus, porositasnya tinggi, dan ukuran porinya teratur; kerugiannya adalah investasinya besar, biaya produksinya tinggi, dan kondisi operasinya ketat. Metode ini terutama berlaku untuk persiapan bahan elektroda.
1.3.2 Metode pengendapan uap
Bahan organik busa non-konduktif digunakan sebagai matriks, dan pertama dikasar, yaitu bahan organik terkorosi dengan oksidan kuat dalam kondisi asam, sehingga permukaan menjadi mudah dibasahi oleh air dan menghasilkan tanda-mikro. Setelah pengerasan, dilakukan sensitisasi, yaitu lapisan ion logam dengan sifat pereduksi diadsorpsi pada permukaan busa organik. Aktivasi dilakukan setelah sensitisasi, yaitu lapisan lain ion logam dengan sifat katalitik diadsorpsi pada permukaan busa organik, dan kemudian ditempatkan dalam larutan pelapis untuk pelapisan tanpa listrik untuk mendapatkan lapisan logam seragam yang melekat secara konduktif pada permukaan bahan organik. Bahan organik berlapis tanpa listrik akhirnya disepuh untuk mendapatkan jenis logam dan ketebalan yang diinginkan. Perlakuan suhu tinggi-mengurai bahan organik untuk mendapatkan bahan logam berbusa. Keuntungan dari metode ini adalah porositas yang tinggi dan ukuran pori yang teratur; kelemahannya adalah operasi yang merepotkan, investasi besar dan biaya produksi yang tinggi. Metode ini terutama cocok untuk persiapan nikel berbusa, aluminium, tembaga, perak, dll.
2. Karakteristik kinerja dan aplikasi busa logam berpori
Sejak awal, bahan busa logam berpori memiliki karakteristik ringan dan kekuatan spesifik yang tinggi sebagai bahan struktural; sebagai bahan fungsional, ia memiliki karakteristik berpori, pengurangan getaran, redaman, penyerapan suara, insulasi suara, pembuangan panas, penyerapan energi benturan, perisai elektromagnetik, dll. Oleh karena itu, telah semakin banyak digunakan di bidang industri umum dan bidang teknologi tinggi-di dalam dan luar negeri. Aplikasi khusus adalah sebagai berikut: Gunakan peredam getaran dan sifat redamannya untuk membuat penyangga dan peredam getaran, seperti roda pendaratan pesawat ruang angkasa, bantalan keselamatan transmisi elevator, berbagai kotak kemasan, terutama kotak kemasan transportasi udara, tempat tidur mesin, alas, guncangan penyerap, dll. Cincin redaman untuk getaran dan kebisingan pinion, lapisan penyerap energi-gerinda kecepatan tinggi-, aplikasi ini juga dapat dianggap sebagai aplikasi suara-penyerap dan suara{ {4}}sifat isolasi dari logam busa berpori; Telah digunakan untuk membuat struktur seperti panel kedap suara, rumah untuk instrumen elektronik dan ruang pelindung listrik di industri konstruksi; porositasnya telah digunakan dalam filter kimia, gasifier untuk pemurnian air, dan bantalan yang diresapi -minyak untuk pengisian bahan bakar otomatis , dekorasi beraroma, dll .; menggunakan bobotnya yang ringan dan karakteristik kekuatan spesifik yang tinggi, digunakan untuk membuat pelampung air, peralatan olahraga (seperti kereta luncur, dll.), dan bagian yang sesuai dari kendaraan luar angkasa. Menurut informasi yang relevan, penggunaan bahan busa logam berpori untuk pembuatan pesawat tidak hanya memiliki keuntungan mengurangi berat badan dan menghemat energi, tetapi juga memiliki keuntungan ketika stasiun ruang angkasa mengakhiri misinya, dapat kembali -masuk atmosfer dan terbakar dengan cepat dan sempurna di atmosfer. Itu dapat diubah menjadi gas untuk mengurangi limbah ruang; menggunakan kinerja pembuangan panasnya, telah digunakan untuk membuat radiator; menggunakan penyerapan shock, pengurangan getaran dan kinerja redaman,
Ini telah digunakan untuk membuat bagian benturan untuk sisi dan depan mobil, kereta api, dan bahan pelindung benturan untuk kendaraan lapis baja militer.
2.1 Bahan elektroda
With the rapid development of high-end electrical appliances (portable computers, cordless phones, etc.), the consumption of reusable rechargeable batteries with high volume ratio and high quality specific capacity is also increasing. Porous metal foams with high porosity (>95 persen ) menawarkan kesempatan untuk meningkatkan sifat baterai ini. Misalnya, ketika busa nikel digunakan sebagai bahan elektroda untuk elektroda baterai Ni-Cd, pemisahan gas-cair elektroda baik, tegangan lebih rendah, efisiensi energi dapat meningkat 90 persen, kapasitas dapat ditingkatkan hingga 40 persen, dan dapat diisi dengan cepat. Baterai kadmium, baterai nikel-metal hidrida, dan baterai alkaline yang dapat diisi ulang cenderung menggunakan busa nikel sebagai pelat positif dan negatif untuk meningkatkan kapasitas, yang merupakan terobosan dalam industri baterai.
2.2 Katalis
Dalam reaksi kimia, khususnya dalam reaksi kimia organik, katalis seringkali memegang peranan yang sangat penting. Semakin besar luas permukaan katalis, semakin baik, dan porositas yang tinggi membuat busa logam berpori memiliki luas permukaan spesifik yang besar. Dalam industri kimia, nikel busa dapat langsung digunakan sebagai katalis nikel, atau busa nikel dapat dibuat menjadi pembawa katalis. Busa logam berpori dengan porositas tinggi sebagai pendukung dapat membuat katalis sangat tersebar dan memainkan peran yang lebih besar, dan kinerjanya jauh lebih unggul dari pendukung katalis keramik.
2.3 Bahan penyangga tekanan fluida
Busa logam berpori dapat dipasang di pipa gas atau cair. Ketika tekanan fluida atau laju aliran di satu sisi berfluktuasi kuat, bahan busa logam berpori dapat menyerap sebagian energi kinetik fluida dan menghambat penetrasi fluida, sehingga busa logam berpori dapat diserap. Fluktuasi di sisi lain dari tubuh logam sangat berkurang, dan efek ini dapat digunakan untuk melindungi instrumen presisi.
2.4 Bahan penyangga getaran mekanis
Ketika busa logam berpori ditempatkan pada sambungan bagian getaran, sebagian energi tumbukan mekanis dapat diserap oleh deformasi elastis bahan busa berpori. Menurut laporan, penyerapan energi busa aluminium dengan rasio kepadatan {{0}}.05 hingga 0,15 g/cm3 adalah 20 hingga 180 MJ/m3. Kapasitas penyerapan energi yang kuat memungkinkan untuk menggunakannya di bumper mobil dan bahkan roda pendaratan pesawat ruang angkasa. Ini juga dapat digunakan sebagai penyangga dalam pembuatan sistem transportasi lift, lapisan penyerap energi-pada mesin gerinda, bahan yang dapat dideformasi di depan dan belakang kursi penumpang mobil untuk meningkatkan keamanan, dan sifat peredam getaran yang sangat baik juga membuat busa teknologi mungkin untuk roket dan jet. Bahan pendukung mesin.
2.5 Bahan penyerap suara
Gelombang suara juga merupakan sejenis getaran, jadi ketika suara melewati busa logam berpori, itu dapat tersebar dan mengganggu material, dan energi suara diserap oleh material, sehingga busa logam berpori juga dapat digunakan sebagai bahan penyerap suara, yaitu, bahan penyerap-suara, yang merupakan bahan penyerap-suara. Aplikasi tersedia di pipa gas dan pipa uap.
2.6 Tahan api dan bahan tahan ledakan-
Busa logam berpori memiliki penetrasi cairan yang baik dan dapat secara efektif mencegah penyebaran api dan memiliki ketahanan api tertentu, sehingga dapat ditempatkan di pipa untuk mengangkut cairan atau gas yang mudah terbakar untuk mencegah penyebaran api, karena cairan Pengapian dimungkinkan ketika kecepatan transportasi meningkat (kecepatan suara menghasilkan tekanan sekitar 15 MPa di dekat batas ledakan). Percobaan menunjukkan bahwa [13], busa logam berpori setebal 6 mm dapat menghentikan nyala api dari pembakaran hidrokarbon dengan kecepatan 210 m/s. Mekanismenya dapat dijelaskan bahwa ketika gas atau partikel suhu tinggi dalam nyala melewati bahan busa logam berpori, Karena pertukaran panas yang cepat, panas diserap dan dihamburkan, menyebabkan suhu gas atau partikel turun di bawah titik penyalaan dan penyebaran api dicegah.
2.7 Bahan pendingin keringat spontan
Pendingin padat dilebur dan disusupkan ke dalam kerangka berpori yang terbuat dari logam tahan-panas. Ketika mengalami temperatur tinggi, cairan pendingin di dalam bahan akan meleleh dan menguap serta menyerap energi panas dalam jumlah besar, sehingga bahan tersebut dapat mempertahankan gas pendingin untuk jangka waktu tertentu. Pada tingkat suhu, cairan dan gas yang keluar akan membentuk film cair atau film gas pada permukaan material, yang dapat mengisolasi material dari lingkungan suhu tinggi eksternal. Proses ini dapat dilakukan sampai cairan pendingin habis. Karena mekanisme pendinginan setara dengan Bahan itu sendiri "berkeringat", sehingga disebut sebagai bahan pendingin-berkeringat sendiri.
2.8 Bahan pendingin yang berbeda
Pendinginan divergen adalah teknologi pendinginan canggih yang memaksa media pendingin berbentuk gas atau cair untuk melewati bahan berpori, sehingga lapisan batas gas yang kontinu dan stabil dengan kinerja insulasi termal yang baik terbentuk pada permukaan bahan untuk mengisolasi bahan dari panas. mengalir. terbuka untuk mendapatkan efek pendinginan yang sangat ideal. Mengambil panel injektor ruang dorong mesin oksigen cair hidrogen-cair sebagai contoh, setelah menggunakan pendinginan divergen, satu sisinya adalah hidrogen pada -150 derajat, dan sisi lainnya adalah gas pada 3500 derajat , dan suhu permukaan bahan yang panas hanya 80-200 derajat . derajat antara [14]. Bahan berpori yang digunakan untuk pendinginan divergen harus dapat secara akurat mengontrol jumlah infiltrasi dalam kisaran yang wajar, dengan ventilasi yang seragam, pori-pori kecil yang berliku-liku, dan aliran medium yang lancar, dan harus memenuhi persyaratan dasar sebagai bahan struktural tahan panas. , dengan kekuatan dan kekakuan tertentu. dan ketangguhan, pilih bahan dengan sifat anti-oksidasi yang baik untuk mencegah pori-pori pemblokiran oksidasi yang tidak disengaja, bahan busa berpori wire mesh yang disinter adalah pilihan terbaik.
2.9 Bahan saringan
Busa logam berpori disiapkan ke dalam bentuk yang sesuai, dan dapat digunakan sebagai bahan filter untuk menyaring padatan atau suspensi dari cairan (seperti air, larutan, bensin, minyak pelumas, zat pendingin, lelehan polimer). Bahan busa logam berpori yang umum digunakan adalah perunggu atau stainless steel. Dalam cairan yang sangat korosif, logam mulia seperti Au digunakan.
3. Persiapan solder paduan aluminium dengan metalurgi serbuk
3.1 Bahan dan metode eksperimental
Serbuk solder A1-Si dengan ukuran partikel 45-105 ^m dan serbuk fluks KAlF4 dengan ukuran partikel 25-45 dicampur secara merata dengan perbandingan massa 9:1, dan ditekan ke bubuk silinder kuasi-40mm pada pers isostatik dingin. Tekanan penekanan unit adalah 100-300MPa. Kemudian dalam tungku sintering vakum dengan derajat vakum 10-3Pa, disinter pada 300-550 derajat selama 2 jam, dan didinginkan sampai suhu kamar dengan tungku. Kemudian, blanko sinter diekstrusi dengan loot hot extruder, dengan rasio ekstrusi 64:1, kecepatan ekstrusi 2,2m/menit, dan suhu ekstrusi 400 derajat untuk mengekstrusi logam pengisi pematrian kuasi-5mm. Kepadatan diukur dengan menggunakan metode drainase. Sampel metalografi dipoles secara mekanis dan digores dengan reagen Keller standar (0,5 persen HF ditambah 1,5 persen HCl ditambah 2,5 persen HNO3 ditambah 95,5 persen H2O), dan struktur mikro bahan sebelum dan sesudah ekstrusi panas diamati dengan mikroskop elektron pemindaian QUANTA200.
3.2 Kesimpulan Eksperimental
(1) Ukuran gaya pengepresan menentukan kerapatan bubuk solder aluminium yang dialiri{}{}sendiri. Semakin tinggi gaya tekan, semakin tinggi kepadatan bubuk. Ketika tekanan pengepresan rendah, densitas bubuk meningkat dengan cepat seiring dengan peningkatan gaya pengepresan; ketika gaya tekan tinggi, dengan peningkatan tekanan, kepadatan bubuk meningkat perlahan. Ketika gaya tekan sekitar 150MPa, kepadatan relatif bubuk dapat mencapai 80 persen, dan bubuk memiliki kondisi untuk sintering dan ekstrusi panas berikutnya.
(2) Proses sintering konvensional (termasuk sintering vakum) tidak dapat meningkatkan densitas bubuk solder aluminium yang difluks{} sendiri. Ketika disinter pada suhu yang lebih rendah dari solidus, kepadatan sampel tidak meningkat, tetapi menurun; lebih tinggi dari suhu solidus sintering, sampel akan meleleh. Dan suhu sintering meningkat, kepadatan bubuk sinter tidak akan meningkat.
(3) Selama proses ekstrusi panas, billet yang disinter mengalami deformasi plastis, rongga dan batas antara partikel internal menghilang, rongga berkurang, dan kerapatan relatif sampel mencapai 96,7 persen. Dari sudut komposisi fasa, partikel putih KAlF4, titik hitam kecil dan kristal primer Si terdispersi secara relatif merata pada matriks A1-Si.
Busa logam berpori memiliki berbagai sifat fisik seperti porositas, pengurangan getaran, redaman, penyerapan suara, insulasi suara, pembuangan panas, penyerapan energi benturan, perisai elektromagnetik, dll. Oleh karena itu, busa ini semakin banyak digunakan di bidang industri umum dan tinggi. -bidang teknologi di dalam dan luar negeri. . Penelitian tentang busa logam berpori saat ini sebagian besar dilakukan oleh pekerja metalurgi atau material logam dengan menggunakan metode -disiplin tunggal, dan penelitian tentang busa logam berpori harus dimulai dari integrasi berbagai disiplin ilmu dan pengetahuan. Sulit untuk mencapai terobosan dalam penelitian disiplin-tunggal, dan Disarankan untuk memisahkan penelitian dari aplikasi. Penelitian yang akan datang sebaiknya mengadopsi penetrasi multi-lintas-, mengatasi fenomena terputusnya penyiapan dan penerapan materi, serta melakukan penelitian yang terarah dengan permintaan sebagai objek, sehingga dapat mempercepat proses transformasi ilmu pengetahuan. dan teknologi menjadi produktivitas nyata.